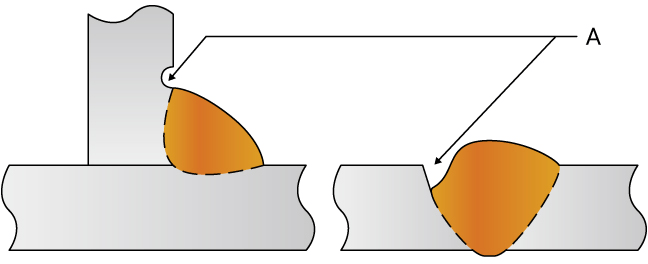
焊縫咬邊是指沿著焊趾,在母材部分形成的凹陷或凹口�,它是由于電弧將焊縫邊緣的母材熔化后沒有得到熔敷金屬的充分補充所留下的缺口。本質(zhì)上�,焊接電弧的強烈熱量熔化了母材金屬的邊緣,導致它們向內(nèi)流動和下沉����。這種熔融金屬不會被填充金屬取代,而是沿著焊趾(過渡到母材金屬的焊縫邊緣)留下凹進通道���。
在焊接過程中�,有幾個因素會導致咬邊的形成�。在這里,我們將剖析常見的罪魁禍首
熱量輸入過多:熱量在焊接中是一把雙刃劍�����。雖然熔化金屬和形成熔化區(qū)是必要的,但過多的熱量可能是有害的�����。當熱量輸入過多時�����,可能會導致母材邊緣過度熔化����。然后,熔化的金屬向內(nèi)流動����,在凝固時留下凹槽。當焊接電流高���、電壓高或行進速度太慢時�����,這種情況更為普遍。
不正確的電極角度:焊接電極相對于母材的角度在引導電弧和熔融金屬方面起著至關重要的作用。電極角度太陡(向下指向太遠)可能會將熱量過度集中在基底金屬趾部�����。這種強烈的熱量會使邊緣過度熔化���,導致形成咬邊�。
金屬污染:母材上存在污垢����、油脂、鐵銹或其他污染物會阻礙焊池的正常形成和金屬潤濕(熔融金屬粘附到母材上)�����。這些污染物可以充當屏障���,阻止填充金屬順利流動并有效填充接頭����。這可能導致不完全融合并形成咬邊
解決咬邊辦法
微調(diào)熱輸入:調(diào)整焊接電流�����、電壓和進行速度,找到適合您的材料厚度的最佳平衡���。較低的熱量輸入通常會降低咬邊的風險����。利用焊接工藝規(guī)范 (WPS) 或咨詢經(jīng)驗豐富的焊工來確定適合您項目的設置���。
采用正確的電極角度:根據(jù)您選擇的焊接工藝和材料的建議�����,保持適當?shù)碾姌O角度���。通常,輕微的拖角(電極稍微向后傾斜)對于大多數(shù)應用來說是理想的���。這個角度有助于將電弧和熔融金屬引向接頭中心���,從而最大限度地減少母材金屬趾部過度熔化的風險。
清潔是關鍵:焊接前���,仔細清潔將形成接頭的母材表面�。這包括去除金屬上存在的任何污垢��、油脂�、鐵銹或氧化物。您可以使用板材清洗裝置來獲得清潔�����、無污染的表面�����。
咬邊不僅有損焊縫的美觀性����,更重要的是,削弱了焊接的整體強度���。凹槽的存在減少了基底金屬的有效橫截面積�,使其在應力下更容易破裂和潛在的失效���。在管道或結(jié)構(gòu)梁等關鍵應用中��,咬邊可能會產(chǎn)生嚴重后果�����。
廣東漢高科技有限公司
推薦閱讀:電磁控裝置
推薦閱讀:焊接跟蹤系統(tǒng)
熱線電話:189-4243-7326